This project delves into optimizing the laser cutting process for stainless steel 316L sheets, specifically focusing on the critical parameter of kerf width. Investigating laser power, cutting speed, focal point position, nozzle stand-off, and gas pressure, we aimed to strike a delicate balance to enhance cutting accuracy and minimize loss of material. Through meticulous experimentation, analysis, and the development of a robust model, we sought to achieve up to a 70% improvement in material efficiency while maintaining precision in the laser cutting process.
Research Highlights
- Explored the impact of laser power, cutting speed, focal point position, nozzle stand-off, and gas pressure on kerf width in laser cutting of stainless steel 316L sheets.
- Recognized laser focal point position as a key factor, highlighting its critical role in minimizing kerf width and improving material efficiency and cutting accuracy by up to 70%.
Challenge
Navigating the intricacies of laser cutting, our project faced challenges associated with optimizing kerf width in stainless steel 316L sheets, based on an application. The diverse parameters—laser power, cutting speed, focal point position, nozzle stand-off, and gas pressure—added complexity. Achieving an ideal balance was essential, as factors like laser power and gas pressure exhibited direct relationships with kerf width, while cutting speed and nozzle stand-off displayed inverse connections. The challenge lay in crafting a nuanced understanding of these dynamics to enhance cutting accuracy and material efficiency by up to 70%, driving our exploration of the project’s core objectives.
Our Solution
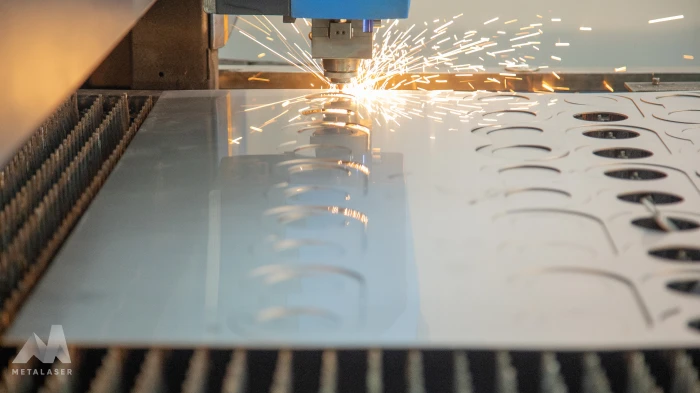
The significance of kerf width, or cutting width, in the laser cutting process lies in its impact on cutting accuracy and material cost. A narrower kerf implies higher cutting precision and reduced material expenditure. In this study, we utilized a 750-watt fiber laser cutting machine (Figure 2.A) to conduct a series of tests, exploring the influence of various parameters on the kerf width (Figure 2.B).

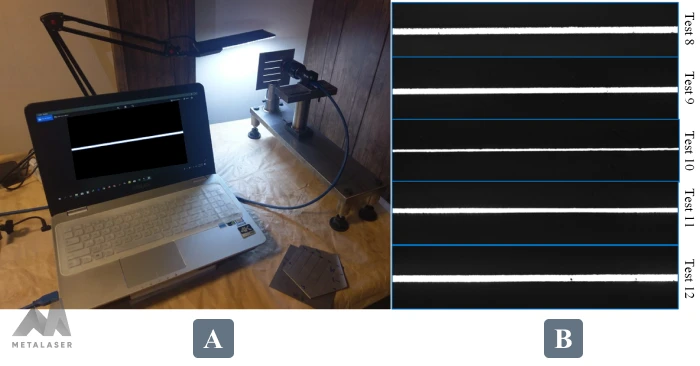
In our investigation, we explored the impact of various factors on the cutting process of 0.8 mm thick stainless steel 316L sheets using a fiber laser with power ranging from 450 to 750 watts. We examined the influence of laser power, cutting speed (30 to 130 mm/s), focal point position (5 to +5 mm), nozzle stand-off (0.6 to 2.5 mm), and gas pressure (1.2 to 1.8 bar). The precise measurement of kerf widths was conducted through a specialized camera and imaging system, as depicted in Figure 3.
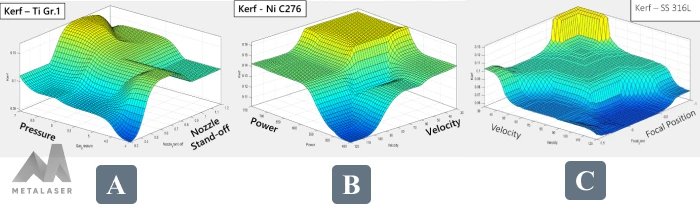
Through ANOVA analysis, as illustrated in Figure 4, we observed direct relationships between laser power and gas pressure with the kerf width. Conversely, cutting speed and nozzle stand-off demonstrated an inverse correlation with the kerf width. These findings provide valuable insights into the factors influencing the precision of the laser cutting process.
The laser focal point position emerged as a critical factor affecting kerf width, with optimal results achieved when positioned on the material surface. Proper parameter adjustments demonstrated significant improvements, enhancing material efficiency and cutting accuracy by up to 70%. Leveraging linear regression, we developed a model detailing kerf width variation across various parameters. Comparative analysis with experimental results showcased a commendable accuracy in the model’s predictions. This underscores the importance of precise parameter tuning for achieving optimal outcomes in laser cutting processes.
Outcomes
- Optimal parameter adjustments led to a remarkable improvement in material efficiency and cutting accuracy, realizing up to a 70% enhancement.
- The developed linear regression model demonstrated a high level of accuracy in predicting kerf width variations based on various parameters, providing valuable insights for optimizing laser cutting processes.
Related Publications
You can find more details about this project in this link.